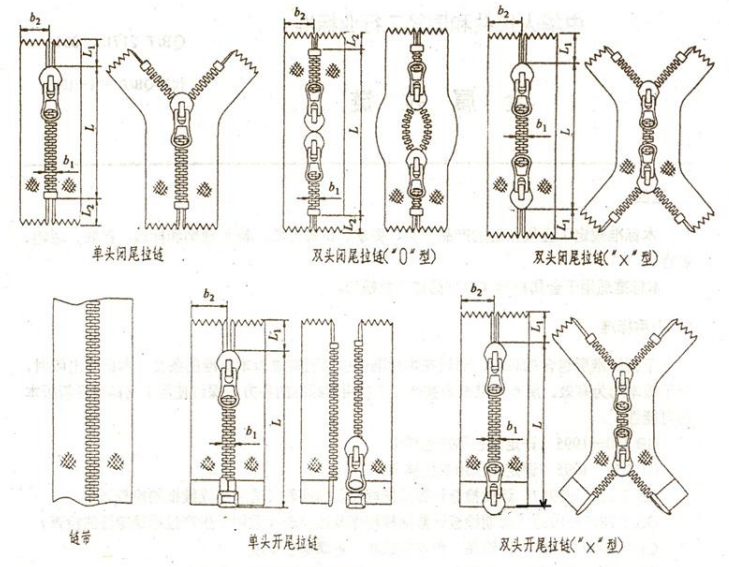
1.1、拉链按型式分为条装拉链和码装链带:条状拉链可分为开尾拉链和闭尾拉链;开尾拉链又分为单开尾拉链和双开尾拉链;闭尾拉链可分为单头闭尾拉链和双头闭尾拉链;双头闭尾拉链可分为:
“O”型闭尾拉链和“X”型闭尾拉链。见图1
1.2、拉链按型号分为2#、3#、4#、5#、7#、8#、10#等。
2.1、布带的检验
2.1.1、检验方法:目测和触觉检验。
2.1.2、布带手感柔软、光滑和平整,表面无明显的织带跳针、断头等现象,布带手边平整不松散,布带表面无内凹或外凸等受力不均现象。
2.1.3、布带表面无破损现象,带筋硬挺圆润,无明显压扁收缩等现象,定寸除齿后的拉链带头处带筋无明显冲压损伤痕迹。
2.1.4、布带表面整洁,无叻架漆残留、压伤痕迹。
2.2、链牙的检验
2.2.1、检验方法:目测和触觉检验。
2.2.2、拉链链牙表面色泽鲜艳,如无特殊要求,树脂和尼龙拉链链牙颜色应与布带颜色度相同,鲜艳度相似。
2.2.3、链牙手感柔软、光滑、平挺、链牙之间啮合良好,链带无明显的“C”型和“S”型弯曲, 扭曲等现象。
2.2.4、链牙排列整齐,不得有缺牙、坏牙、牙齿弯曲、倾倒、移位和不完整等现象。树脂、金属拉链链带布边有规则的波浪形。
2.2.5、金属拉链链牙包合带筋完整、不偏斜,单牙长度一致,不掉色、不沾色。
2.2.6、树脂拉链链牙注塑完整不露带筋,表面光滑无明显水纹、漏料导致飞边等现象。
2.2.7、尼龙拉链螺旋完整规则、牙距相等、间隙相当、打头平整光滑、棱角分明。
2.3、拉头的检验
2.3.1、检验方法:目测和触觉检验。
2.3.2、电镀拉头:拉头电镀层牢固,均匀一致,无气泡、掉皮等缺陷,型腔平整光滑;拉片应翻动灵活,商标清晰,无盖帽松动现象。
2.3.3、喷漆拉头:拉头表面涂层光亮牢固,颜色均匀一致,不能有色花和色差的现象;表面应无气泡、粒籽、疵点等出现,漆面无拉毛、塌角的情况,拉片翻动灵活,商标清晰,无盖帽松动现象。
2.4、上止的检验
2.4.1、检验方法:目测、触觉检验和拉头拉合检验。
2.4.2、拉头拉合检验:将拉头拉到上止端,然后拉动拉头缓慢将拉链拉开,上止无卡住拉头,拉合顺畅无断续卡阻等现象,视为合格。
2.4.3、金属拉链上止:上止应紧靠拉链第一粒咪牙,压紧不易脱落,上止与拉链带筋垂直不歪斜不空心。
2.4.4、尼龙拉链上止:上止紧扣第一颗咪牙为标准,切口光滑、无毛刺,不扎手,无缺上止、远咪现象,上止与拉链垂直不歪斜、不空心。
2.4.5、注塑上止:上止颜色与咪牙颜色匹配,上止饱满、光亮,结合牢固、不变形,无包咪、远咪、压咪,注不足露带筋等现象。
2.5、胶布的检验
2.5.1、检验方法:目测。
2.5.2、胶布贴好后平直、不远咪,胶布切口光滑、无毛边;胶布与布带粘合牢固、花纹清晰,两侧、及正、反面位置一致。
2.6、插销(座)的检验
2.6.1、检验方法:目测和拉合试验检验。
2.6.2、拉合试验:将开尾拉链分开,拉头退至插座处,将插销缓慢往复插入拉头和插座中,无明显的卡阻现象;将插销插入拉头和插座后,拉动拉片拉合拉链,拉头起步运动至拉合一段链牙过程中无明显的卡阻和停顿的感觉,视为合格产品。
2.6.3、金属插销(座):插销、插座颜色、型号符合要求,插销、插座应紧靠咪牙,插销、插座与带筋中心线平行,无扭曲、歪斜现象;冲压牢固、平整,冲点清晰,四周无明显的凹陷;压紧后插销、插座不开裂,插拔灵活。
2.6.4、注塑插销(座):插销(座)颜色与咪牙色要匹配,外形饱满光亮,牢固、不变形,不可有注塑不足,也不可包咪、远咪、压咪等现象,插销(座)插拔要滑爽。
2.7、下止的检验
2.7.1、检验方法:目测和触觉检验。
2.7.2、四角码下止:切口要光滑、均匀,正面包口在定寸切口链牙的末端,反面脚齿不扎手,不抓破布带。
2.7.3、工字码下止:拉链的下止紧靠咪牙,冲压平整不歪斜、不远咪、压紧不伤布带。
2.7.4、注塑下止:下止颜色与咪牙颜色匹配,下止饱满、光亮、方正,结合牢固、不变形,无包咪、远咪、压咪,注塑不足露带筋等现象。
长度检验就是检验拉链的有效使用长度和缝制需求长度。
3.1、量具
经校验后标准的 C 类量具,最小分度:1mm(如:钢卷尺、钢直尺等)。
3.2、测量方法及步骤
3.2.1、码装链带长度测量
先将码装链带平放置于平整的平台上,以米尺测量 5 米后反复对折测量,剩余部分以米尺测量。
3.3.2、成品拉链长度测量
将成品拉链平放在平整的平台上,使其处于拉合的自然状态,然后进行测量如下图:
3.2.2.1、闭口拉链长度:从下止外端至上止顶端的距离;
3.2.2.2、开尾拉链长度:从胶布外端至上止顶端的距离;
3.2.2.3、双开尾拉链长度:从胶布外端至上止顶端的距离;

4.1、定义
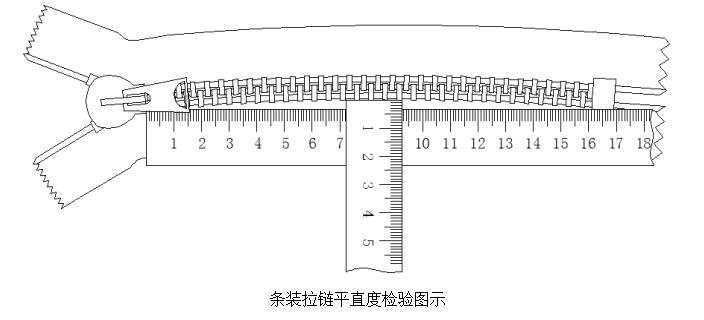
所谓平直度就是条装拉链平放状态下拉链链牙弯曲弧度的弧高最大值。最大值越小,则该条拉链就越平直。
4.2、测量器具
经校验合格的 150mm 和 1000mm 直尺各一把,最小分度为 1mm。
4.3、测量方法及步骤
将拉链样本平放在平整的台板上,使拉链处于自然状态。用手指沿链牙边缘两侧来回移动一次。将直尺逐渐向链牙脚靠拢,然后用另一直尺量取链牙脚与直尺之间的最大距离(如下图)。此距离即为最大弯度值。
4.4、拉链平直度允许值

5.1、定义
轻滑度检验即是拉链拉合轻滑度测试,主要是检验拉链这拉头的作用下进行开合时候的流畅度, 这是拉链品质高低的一个重要检验项目。该项目检测主要分为手工感觉检测和测试仪检测两种。
5.2、手工感觉检测
5.2.1、检测方法
听觉和感觉检测。
5.2.2、检测步骤
取一条装拉链,使得拉链处于自然平直度状态,轻提拉片并与拉头运动呈 45°方向,匀力、匀速并缓慢的拉开拉合拉链,从中感觉拉合的轻滑度;拉开拉合过程中无明显的卡涩、卡阻和卡住的现象,即为拉链轻滑度较好。
6.1、链牙表面色泽统一,链牙与布带鲜艳度相似。
6.2、与客户面料对比出厂要求为 GB250-2008 的 4 级;与确认样对比出厂要求为 GB250-2008 的 4.5 级;同一批号中布带色差达到 GB250-2008 的 4.5 级;同一条布带达到 GB250-2008 的 4.5 级。
6.3、颜色整烫后对客户面料色差 4 级以上。
6.4、布带、拉头、注塑分开件、上止、链牙颜色色差 4 级以上,且颜色均匀一致。(除客户特殊要求)
6.5、布胶带与布带颜色色差达到 GB250-2008 的 3.5 级以上。
6.6、电镀拉头整批颜色色差要达到 GB250-2008 的 4.5 级;电镀/挂镀拉头与封样色差达到GB250-2008 的 4 级;电镀每批之间达到 GB250-2008 的 3.5 级;挂镀每批达到 GB250-2008 的 4 级。
6.7、 色差检验按 GB250-2008 的规定进行。
7.1、耐摩擦色牢度:链带经洗涤后色牢度应符合 GB251-2008 中的 4 级的规定。
7.2、耐皂洗色牢度:链带经洗涤后色牢度应符合 GB250-2008 中 4 级的规定。
7.3、色牢度的检验按 GB/T3920-2008 规定进行。
7.4、色牢度的判定按 GB/T251-2008 规定进行。
8.1、定义
拉链(码装)的平拉强力就是指在规定的条件下施加于链牙和布带横向的极限力,主要是检测拉链链牙啮合后所能承受最大的横向拉力,属于破坏性测试。
8.2、拉链(码装)平拉强力测试方法
8.2.1、测试方法及设备
8.2.1.1、测试方法:设备破坏性测试。
8.2.1.2、测试设备:材料试验机。
8.2.1.3、测试范围:0-2000N。
8.2.1.4、测试速度:(300±10)mm/min。
8.2.1.5、测试设备精度:±0.5%FS。
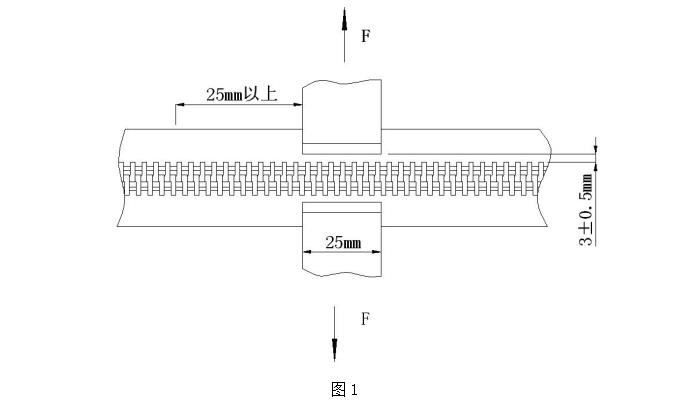
8.2.1.6、测试夹具主要尺寸:宽 25mm,夹紧面齿形夹角 60°,节距 1.5mm,齿顶宽 0.2mm;两片啮合夹紧口到内齿 3mm 处加工成低于齿面 0.5mm 的平面。
8.2.2、测试步骤取长度大于 75mm 的拉链样本一段,装夹在上述夹具中,装夹时应将链牙脚和夹具的夹口部位对齐紧靠(如图 1)。启动材料试验机,测试至脱牙或者布带破损为止,此时显示的最大数值即为码装的平拉强力值,采取多次测试取有效范围值。